Membrane MBR
Tehnologia bioreactorului cu membrană este o soluție de viitor pentru tratarea apelor uzate atât municipale cât și industriale. Vă permite să optimizați la maxim recuperarea resurselor, să reduceți costurile și să implementați o perspectivă de economie circulară în operațiunile dumneavoastră. Modulele cu membrană Alfa Laval pentru bioreactoare reunesc avantajele tehnologiilor cu fibră tubulară și foi plate.

Membrană cu bioreactoare ─ soluția holistică pentru tratarea apelor uzate municipale și industriale
- Diminuarea consumului de energie
- Reduceți nevoia de curățare
- Facilitați întreținerea
- Maximizați capacitatea
În fruntea tehnologiei MBR - Vă prezentăm modulul cu membrană Alfa Laval LowResist
Noua versiune a modulelor noastre cu membrană de filtrare cu bioreactor prezintă o serie de îmbunătățiri care măresc capacitatea, elimină consumul de energie și reduc și mai mult costurile de întreținere. Bazându-ne pe tehnologia testată pe care am folosit-o în sute de instalații de peste 20 de ani, noua noastră membrană MBR garantează o funcționare fiabilă la cel mai mic cost total de deținere posibil. Indiferent de dimensiunile rezervorului dumneavoastră, putem optimiza capacitatea instalației dumneavoastră cu gama noastră de module cu membrană stivuite în diferite dimensiuni.
Lansare 2023: modul Alfa Laval LowResist™ Mini
Căutați să explorați tehnologia de filtrare la presiune scăzută, cum ar fi MBR și numeroasele sale oportunități? Și sunteți interesat să efectuați lucrări de testare la scară mică?
Noul modul LowResist™ Mini dezvoltat de Alfa Laval este construit cu aceleași conexiuni și fitinguri ca și modulele Alfa Laval LowResist™ MBR de dimensiune completă. Acest lucru asigură o imitație apropiată a funcționării unui modul mare și permite o extindere sigură după un test.
Modulul LowResist™ Mini este un partener perfect pentru universități, instituții de cercetare și dezvoltare și companii care sunt interesate de tehnologia MBR, noi aplicații de tratare a apelor reziduale sau tratamente specifice.
Cum funcţionează:
Natura este plină de exemple de procese inteligente și eficiente și ne-am inspirat de la câteva dintre ele atunci când ne-am proiectat modulele cu membrane. Acest lucru a avut un mare succes, rezultând costuri reduse la energie, curățare minimală și calitate crescută a apei. Dezvoltăm treptat sistemele noastre modulare de bioreactor cu membrane pentru a le îmbunătăți și mai mult, întotdeauna după același principiu : eficiența naturală.
LowResist™
Designul unic LowResist al Alfa Laval oferă modulului nostru cu membrană o cădere de presiune extrem de scăzută. Datorită presiunii transmembranare ultra-scăzute (TMP), membranele Alfa Laval necesită mult mai puține servicii de curățare și întreținere decât alte MBR-uri de pe piață. TMP-ul scăzut înseamnă că nu există murdărire a porilor, doar murdărie de suprafață ușor de îndepărtat.
De asemenea, acesta este motivul pentru care filtrele MBR de la Alfa Laval pot funcționa pe gravitație cu doar 1 m de apă deasupra modulului, făcând posibilă optimizarea la maxim a capacității într-un rezervor fără a fi nevoie să folosiți pompe.
În cadrul acestui model nou, am îmbunătățit tehnologia LowResist pentru a reduce și mai mult presiunea transmembranară. Noile membrane au laturi deschise, permițând apei să curgă liber în cutiile de saturare. Acest lucru duce la o distribuție mai uniformă a presiunii peste membrană, ceea ce îmbunătățește randamentul și reduce nevoile de curățare.
S Aerator™
Cel mai recent model al nostru dispune de sistemul de aerare S Aerator. Acest sistem nou, îmbunătățit, reduce consumul de aer în timpul procesului de filtrare a apei uzate.
Noul S Aerator al Alfa Laval folosește un design singular, combinat cu o linie de spălare.
Designul facilitează pornirea și oprirea aerului în timpul funcționării și vă permite să rulați modulele cu membrană odată cu aerarea alternativă. Aceasta înseamnă că în sistemele cu mai mult de un modul de membrană, curățarea cu aer se aplică alternativ, nu continuu. Acest lucru este posibil fără ca murdărirea să devină o problemă datorită TMP-ului extrem de scăzut. Marile beneficii sunt economiile de energie, costuri cu investițiile și de întreținere.
QuickSwap™
Membranele MBR sunt ușor de instalat și înlocuit datorită tehnologiei unice QuickSwap™ de la Alfa Laval. Tehnologia unică QuickSwap™ de la Alfa Laval înseamnă că fiecare pachet poate fi îndepărtat individual, minimizând înălțimea de ridicare necesară deasupra modulului cu membrană. Acest lucru înseamnă că modulele Alfa Laval sunt potrivite în special pentru instalațiile interioare sau subterane, unde înălțimea de ridicare suplimentară înseamnă un cost de capital mai mare.
Membranele sunt ușor de înlocuit datorită tehnologiei QuickSwap™. Cu toate membranele dintr-un modul montat în pachete, un întreg pachet poate fi înlocuit într-o singură operație, în loc să trebuiască să înlocuiți fiecare element de membrană individual.
Pentru a înlocui un pachet, doar coborâți nivelul rezervorului, scoateți pachetul vechi și puneți unul nou. Nu este nevoie să scoateți întregul modul din rezervor sau să petreceți timp pentru a vă asigura că fiecare element de membrană este la locul său după înlocuirea membranelor.

Optimizat pentru randament ridicat
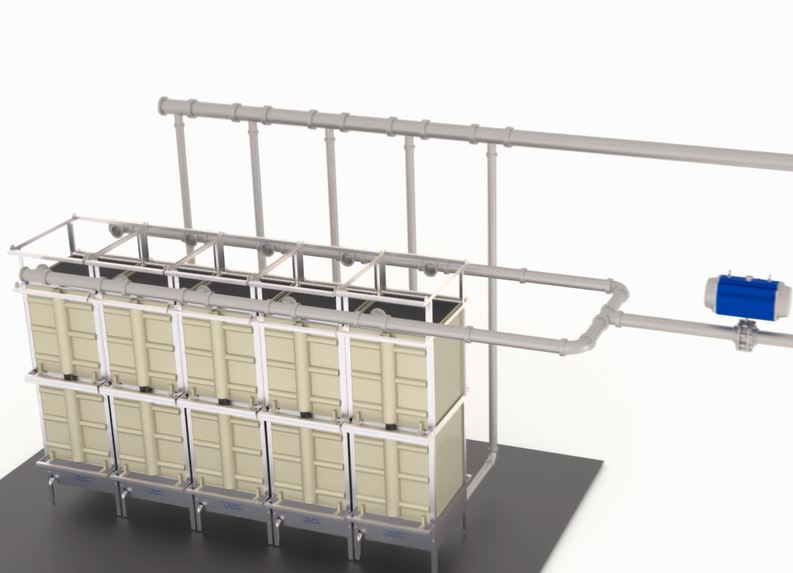
Noile module cu membrană MBR de la Alfa Laval necesită doar două laturi libere în timpul funcționării și, prin urmare, pot fi instalate unul lângă altul în rânduri, crescând astfel considerabil densitatea membranei instalate.
Gama de dimensiuni diferite de module în combinație cu adâncimea scăzută a apei necesară pentru funcționarea gravitațională face posibilă optimizarea utilizării rezervoarelor existente și maximizarea suprafeței membranei instalate. Cu soluția Alfa Laval obțineți cea mai mare suprafață de membrană per volum de rezervor.
Rezistența ridicată la murdărire și lipsa contaminării porilor într-o membrană MBR de la Alfa Laval face posibilă operarea bioreactorului cu concentrații de solide suspendate cu până la 50% mai mari decât filtrele altor producători.
Combinarea acestor factori înseamnă că obțineți o capacitate maximă per volum de rezervor cu membranele MBR de la Alfa Laval.
Proiectat pentru aplicații de filtrare a apelor uzate
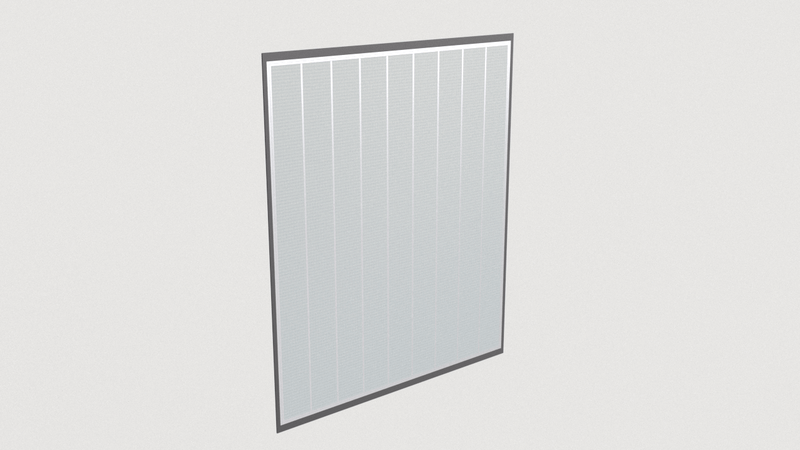
Membranele sunt o parte cheie a sistemelor de bioreactor cu membrană atât pentru tratarea apelor uzate municipale, cât și a celor industriale. Toate membranele utilizate în modulele noastre MBR sunt dezvoltate și fabricate de către noi înșine pentru a asigura cea mai înaltă calitate și cea mai bună rezistență. Membranele sunt realizate din PVDF rezistent la clor și au fost optimizate special pentru utilizare în aplicații din apele uzate.
Membranele oferă o barieră absolută pentru bacterii, microplastic și alți câțiva poluanți, iar apa tratată este garantată să îndeplinească cerințele privind reutilizarea apei sau deversarea responsabilă din punct de vedere ecologic.
Complet automatizate pentru cerințe reduse de personal
Membranele MBR de la Alfa Laval sunt ușor de operat și pot fi complet automatizate. Toate aspectele importante, cum ar fi aerul de curățare, lungimile ciclurilor și CIP-ul pot fi inițiate, controlate și monitorizate de la distanță. Singura lucrare manuală necesară în timpul tratării apelor uzate cu modulele noastre este asigurarea umplerii rezervoarelor cu substanțe chimice de curățare.
Astfel, necesarul de personal rezultat este foarte scăzut, în mod normal aproximativ echivalentul a 1/4 normă întreagă pentru fiecare fabrică.
Curățare
Presiunea foarte scăzută transmembranară și lipsa acumulărilor în pori înseamnă că este necesară o curățare foarte redusă. În timpul funcționării normale, este suficientă o perioadă de destindere de 2 minute la fiecare 10 minute pentru ca aerul de curățare să îndepărteze murdărirea suprafeței.
Nu este nevoie de spălare reversibilă frecventă sau cu concentrție chimică crescută – doar o curățare CIP de o oră la fiecare două sau trei luni. Economiile de timp în comparație cu alte sisteme MBR sunt foarte mari.
De asemenea, ciclurile intense de curățare CIP aduc beneficii prin reducerea la minim a uzurii membranelor și a utilizării chimice.
Beneficii
Noua versiune a modulelor noastre cu membrană și filtrare cu bioreactor prezintă o serie de îmbunătățiri care măresc randamentul, reduc consumul de energie și reduc și mai mult costurile de întreținere.

Calitatea excelentă a apei cu o membrană cu bioreactor
Unul dintre cele mai mari avantaje a unei membrane cu bioreactor este calitatea remarcabilă a apei reziduale. Având în vedere că cerințele de reglementare devin din ce în ce mai stricte, puteți fi siguri că aveți o soluție de viitor atunci când investiți în modulele cu membrană MBR de la Alfa Laval.
Membrana este o barieră fizică absolută care îndepărtează toate bacteriile și o serie de alți agenți patogeni, inclusiv toate particulele de nivel micro de plastic, făcând-o potrivită pentru o serie de aplicații convenabile de reutilizare, spre exemplu irigarea.
De asemenea, un bioreactor cu membrană este o soluție excelentă pentru eliminarea compușilor care provoacă motive de îngrijorare, a contaminanților organici și anorganici, precum și a produselor farmaceutice din apele uzate municipale și spitalicești.
Membranele Alfa Laval sunt acreditate California Title 22 și s-au dovedit a fi total eficiente în eliminarea poluanților la nivel micro de plastic în studiile recent efectuate ale unei stații de epurare a apelor uzate din Danemarca. Prin urmare, puteți fi sigur că vă satisfaceți nevoile operaționale viitoare și pe cele ale mediului local.

Costuri reduse la energie
Energia este principalul cost în operarea unei membrane cu bioreactor, făcând eficiența energetică o preocupare principală. Membranele MBR de la Alfa Laval oferă performanțe de vârf pe piață la cel mai mic cost de energie posibil.
Designul unic LowResist™ face posibilă operarea acestora folosind gravitația ca singură forță motrice, eliminând costurile pentru puterea de pompare.
Noul S Aerator™ de la Alfa Laval vă permite să optimizați aerul pentru curățare și, la rândul său, consumul de energie al suflantei de aer, fără a risca blocaje multiple în aerator sau un grad ridicat de murdărire a membranei.

Curățare minimă
Presiunea transmembranară foarte scăzută (TMP) care stă la baza tehnologiei modulului cu membrană LowResist, reduce murdărirea și, la rândul său, nevoia de curățare. TMP-ul redus elimină murdărirea porilor, ceea ce înseamnă că singura curățare de care are nevoie vreodată un filtru MBR de la Alfa Laval este prin destinderea/curățarea aerului la fiecare 10 minute și CIP de 4-6 ori pe an.
Cu alte cuvinte:
- Fără spălare reversibilă
- Cerințe scăzute pentru spălare chimică multiplă și fără înmuiere în majoritatea cazurilor
- Nu este niciodată nevoie să scoateți modulul filtrului din rezervor pe întreaga durata de viață a acestuia
- CIP minimal
- Utilizarea minimă a substanțelor chimice
- Economii uriașe de timp
- Uzură redusă a membranelor și a pompelor

Funcționare ușoară, fiabilă
Fiecare detaliu al unui sistem de membrane MBR de la Alfa Laval a fost proiectat și fabricat special pentru utilizarea în aplicațiile de apă uzată. Nu există piese sau supape în mișcare în nămol, iar utilizarea pompei a fost redusă la minimum. Nimic nu a fost lăsat la voia întâmplării pentru a se asigura fiabilitatea maximă și cele mai scăzute cerințe de întreținere posibile.
Nu există nicio procedură de întreținere care să necesite scoaterea modulului de filtrare din rezervorul bioreactorului sau golirea acestuia. În cazul în care trebuie să înlocuiți o membrană, sistemul nostru unic QuickSwap vă permite să faceți acest lucru într-un timp record în rezervorul cu membrană.
Nu este necesară nicio pregătire avansată pentru personalul dumneavoastră dacă reamenajați o stație de tratare a apelor uzate existente cu tehnologia MBR. Toate tehnologiile din sistemul nostru vor fi familiare personalului dumneavoastră.

CAPEX - Cost redus de investiție
Membranele MBR de la Alfa Laval oferă randament maxim în orice spațiu disponibil. Indiferent dacă construiți o fabrică nouă sau modernizați una existentă, veți realiza că soluțiile noastre reduc cheltuielile de capital (CAPEX).
Stații noi de tratare a apelor uzate
Pentru instalațiile noi, puteți realiza economii mari în cadrul lucrărilor civile alegând Alfa Laval. Dimensiunea rezervorului poate fi mai mică decât a altor sisteme MBR datorită densității mari a membranei și capacității de a funcționa cu o concentrație mai mare de solide în suspensie. Un sistem Alfa Laval poate funcționa cu o concentrație de solide cu până la 50% mai mare decât soluțiile cu fibre tubulare, făcând posibilă utilizarea unui rezervor mai mic.
Iar cu un sistem Alfa Laval, nu este nevoie să instalați pompe pentru recircularea nămolului. Facem acest lucru folosind forța aerului, ceea ce înseamnă că aerul de curățare circulă nămolul. De asemenea, veți realiza economii la pompe și conducte datorită simplității designului unei membrane MBR de la Alfa Laval. Deoarece sistemul poate funcționa cu gravitația ca forță motrice, pompa CIP este singura pompă de care aveți nevoie.
Instalații existente
Pentru instalațiile existente, marea flexibilitate a sistemului nostru de filtrare MBR face posibilă adaptarea acesteia la orice infrastructură existentă. Puteți alege dacă doriți să lăsați gravitația să conducă sistemul sau să utilizați pompe de saturație cu energie scăzută. Cu gama noastră de module cu membrană de diferite dimensiuni, putem monta o capacitate maximă de membrană în rezervoarele existente.
Service
Membranele MBR și echipamentele de service.
Sistemele noastre MBR se caracterizează printr-un service simplu și rar. Toată întreținerea se realizează cu modulele cu membrană din rezervor. Nu este nevoie să scoateți niciodată modulele din rezervor în timpul funcționării lor.
Deoarece membranele MBR de la Alfa Laval funcționează prin gravitație și aer, nu există pompe de apă sau de nămol care necesită întreținere. Doar supapele, pompa CIP și suflantele de aer necesită service ocazional.
Dacă trebuie să înlocuiți membranele dintr-un modul la sfârșitul duratei de viață, veți descoperi că noul nostru design QuickSwap facilitează foarte mult această muncă. Toate membranele dintr-un modul sunt montate într-o casetă și este nevoie doar să coborâți nivelul rezervorului și să înlocuiți întreaga casetă cu membrană.
Designul modular înseamnă că aveți nevoie de doar 1,3 m de spațiu liber peste marginea rezervorului pentru a ridica modulele la locul lor în timpul instalării. Acest lucru este important dacă MBR-ul dumneavoastr este în interior și spațiul este limitat.

Acorduri de Performanță
Încheierea unui Acord de Performanță cu Alfa Laval vă oferă siguranță deplină și performanță garantată. Echipa de experți Alfa Laval se asigură că obțineți fluxul și nivelul TSS specificat în acordul dumneavoastră.
Tot ce vă cerem este să ne trimiteți datele dumneavoastră de funcționare de trei ori pe an, astfel încât să putem evalua funcționarea sistemului dumneavoastră. O dată pe an, un expert Alfa Laval vizitează fabrica dumneavoastră pentru a discuta posibilitățile de optimizare și pentru a face o inspecție vizuală.
Dacă aveti un Acord de Performanță, suntem prezenți și în timpul punerii în funcțiune, iar garanția mecanică este extinsă până la 5 ani.
Un an din viața unei membrane MBR de la Alfa Laval
![diagram jan dec[1]](https://www.alfalaval.ro/globalassets/images/products/separation/membranes/mbr-membranes/diagram_jan_dec1.png)
Parteneriat
Suntem bucuroși să vă sprijinim la fiecare pas al procesului, de la etapa inițială de proiectare și pe toată durata de funcționare a instalației dumneavoastră.
Cooperarea noastră cu clienții începe adesea în faza de proiectare, unde putem ajuta la optimizarea instalației pentru a asigura randamentul maxim, calitatea apei și eficiența energetică. Flexibilitatea sistemului nostru ne permite să personalizăm noua instalație în funcție de cerințele dumneavoastră specifice și ne asigurăm că biologia rezervorului are parte de cele mai bune condiții posibile.
De asemenea, putem livra echipamente de deshidratare a nămolului care au dovedit că satisfac cerințele solidelor produse în instalațiile de membrane cu bioreactor
Rețea globală de servicii
Având Alfa Laval ca partener de service, ajutorul este întotdeauna la îndemână. Avem personal de service în aproape 100 de țări, gata să vă asiste în limba dumneavoastră locală. Iar lanțul nostru logistic eficient se asigură că obțineți toate piesele de schimb necesare cât mai repede posibil.